


C6140/C6240 igebe embhedeni metal isikhungo lathe umshini
Ukucaciswa
| Imodeli | C6 1/2 40C | ||
| Umthamo wokucubungula | Ubukhulu be-swing diameter phezu kombhede | 400 | |
| I-Max.shwibeka phezu kwesilayidi esiphambanayo | 230 | ||
| Ubukhulu bokuphenduka ububanzi kusihlalo Ubukhulu bokuphenduka ububanzi kusihlalo
| 560 | ||
| Ibanga elimaphakathi | 750,1000,1500 | ||
| Ububanzi bombhede | 360 mm | ||
| I-spindle | Spindle bore | Φ52/80mm | |
| Spindle ekhaleni | C6 | ||
| I-spindle taper | MT6 | ||
| Ibanga lezivinini ze-spindle.Izinyathelo) | 40-1400 (9 izinyathelo) | ||
| Okuphakelayo | Imicu yemethrikhi.Inombolo) | 0.25-14mm (19 izinhlobo) | |
| I-inch threads(Inombolo) | 2-40/intshi | ||
| Intambo ye-modulars(Inombolo) | 0.25-3.5MP (11 izinhlobo) | ||
| Inqola | I-cross slide stroke
I-cross slide stroke
| 180mm | 222 mm |
| Ithuluzi lokuphumula unhlangothi Ithuluzi elincane lokuphumula unhlangothi
Ithuluzi elincane lokuphumula unhlangothi
Ithuluzi elincane lokuphumula unhlangothi
Ithuluzi elincane lokuphumula unhlangothi
Ithuluzi elincane lokuphumula unhlangothi
Ithuluzi elincane lokuphumula unhlangothi
Ithuluzi elincane lokuphumula unhlangothi
| 95 mm | ||
| ubukhulu besigaba
| 20 x 20mm² | ||
| I-Tailstock | I-taper yomkhono we-tailstock | MT4 | |
| Ububanzi bomkhono we-tailstock | 65 mm | ||
| Ukushaywa komkhono we-tailstock | 140mm | ||
| Injini eyinhloko | 4kw | 5.5kw | |
| Usayizi wephakheji: (L xWxH) |
| ||
| Ibanga elimaphakathi 750 mm | 2220 x 1150 x 1590mm | ||
| 1000mm | 2470 x 1150 x 1590mm | ||
| 1500mm | 2970 x 1150 x 1590mm | ||
| Isisindo:NW/GW (KG) |
| ||
| Ibanga elimaphakathi750 mm | 1400 | 2050 | |
| 1000mm | 1500 | 2150 | |
| 1500mm | 1650 | 2300 | |
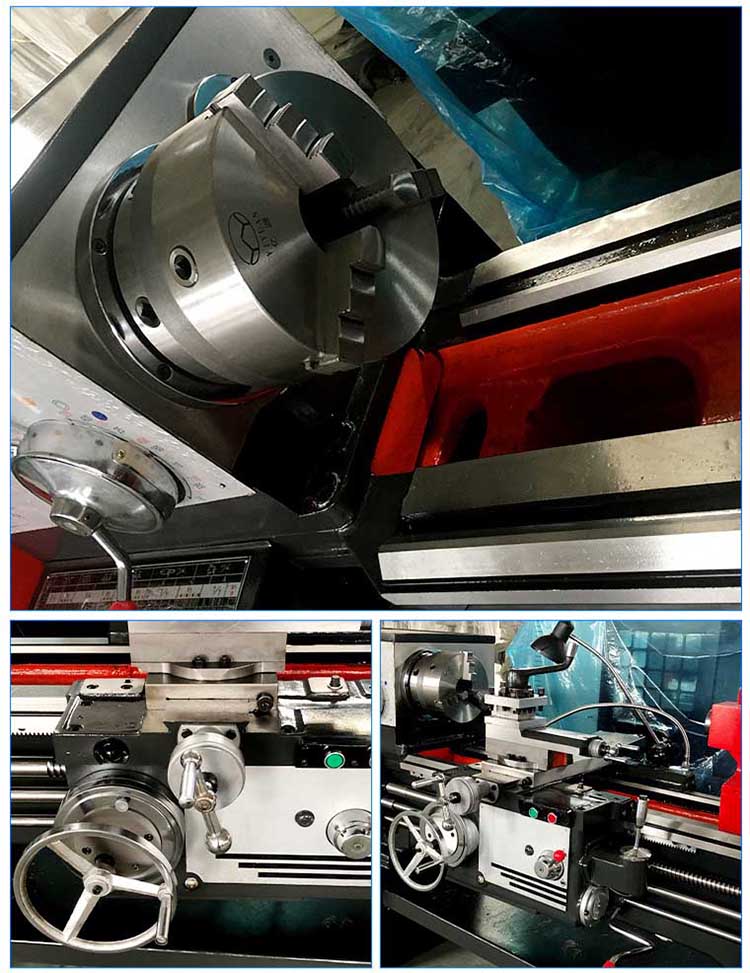
Isici somshini we-lathe we-C6140
Ingasetshenziselwa ukuguqula izindawo eziyi-cylindrical kanye ne-conical, ubuso bokugcina nezimbobo zangaphakathi, kanye nezinhlobonhlobo zemicu ye-metric ne-intshi.
1. I-Spindle: ngobubanzi obungu-52MM, ngokuhambisana nezinga lamazwe ngamazwe le-ISO-C6;wandise ububanzi bokucubungula i-shaft.
2. I-tailstock eyisikwele: I-tailstock inesisetshenziswa sokubopha ikhamera esheshayo, esisebenza kahle kakhulu.Kukhona idivaysi emkhonweni we-tailstock ukuvimbela ukujikeleza kwe-drill bit, okugwema ukulimala kwe-taper yembobo yangaphakathi yomkhono we-tailstock ngenxa yokujikeleza kwe-drill bit okubangelwa ukungasebenzisi kahle, futhi ivikela ngempumelelo izingxenye ze-tailstock.
3. Indawo yesitimela eqondisayo: ithatha ukulawula kwezinombolo ukucisha imvamisa yomsindo omkhulu kanye nokugaya kwe-peripheral, okunezinzuzo zokunemba okuphezulu nokumelana nokugqokwa okuhle.
4. Ibhokisi likagiya ekhanda lithatha ama-Harbin bearings kusethi ephelele, kanti i-spindle ithatha i-Harbin BEARING okusezingeni eliphezulu ukunemba kabili okunamabhola okusekela ukuze kuqinisekiswe ukunemba nokuzinza kwe-spindle ngesikhathi sokujikeleza kwesivinini esikhulu, okudala izimo ezidingekayo zokwenziwa kwe-CNC. lathes.
5. I-Chuck: I-chuck yensimbi enemihlathi emithathu iwukucushwa okujwayelekile kwe-lathe, futhi amanye ama-chuck angakhethwa, okuwusizo ekuqiniseni.Izinto ezinemithetho ehlukene zilungele ukucutshungulwa kanye nokukhiqizwa ngokushesha.
6. Ububanzi besitimela somhlahlandlela buyi-400mm, ukujula kokucisha kungu-4mm, futhi ukumelana nokugqoka nokuzinza kuphezulu.

Ukuhlolwa ngaphambi kokushayela i-lathe evamile
1. Faka amafutha afanele ngokweshadi lokuthambisa lethuluzi lomshini.
2. Hlola zonke izinsiza zikagesi, izibambo, izingxenye zokudlulisa, ukuvikela kanye nemishini yokukhawulela iphelele, ithembekile futhi iyaguquguquka.
3. Igiya ngalinye kufanele libe sendaweni enguziro, futhi ukuqina kwebhande kufanele kuhlangabezane nezidingo.
4. Akuvunyelwe ukugcina izinto zensimbi ngqo phezu kombhede ukuze ugweme ukulimala endaweni yombhede.
5. I-workpiece ezocutshungulwa ayinalo udaka nesihlabathi ukuvimbela udaka nesihlabathi ekuweleni enqoleni futhi kulimaze ujantshi womhlahlandlela.
6. Ukuhlolwa okungenalutho kokuhlola kufanele kwenziwe ngaphambi kokuba i-workpiece ingaboshiwe, futhi i-workpiece ingafakwa ngemva kokuqinisekisa ukuthi konke kujwayelekile.





