GB4220 izinga okusezingeni eliphezulu metal band wabona umshini
Ukucaciswa
| Imingcele yomshini wokusaha we-Metal band | GB220 |
| Ibanga lokusika (mm) | 200-200*200 |
| Ukucaciswa kwebhendi yesaha (mm) | 2650*27*0.9 |
| Ijubane le-band saw (m/min) | 27, 45, 69 |
| Indlela yokuqinisa umsebenzi | Imanuwali / i-hydraulic |
| Amandla emoto amakhulu (kw) | 1.5 |
| Amandla e-Hydraulic motor (kw) | 0.75 |
| Amandla wepompo yokupholisa: (kw) | 0.04 |
| i-outline dimension (mm) | 1400*800*1100 |
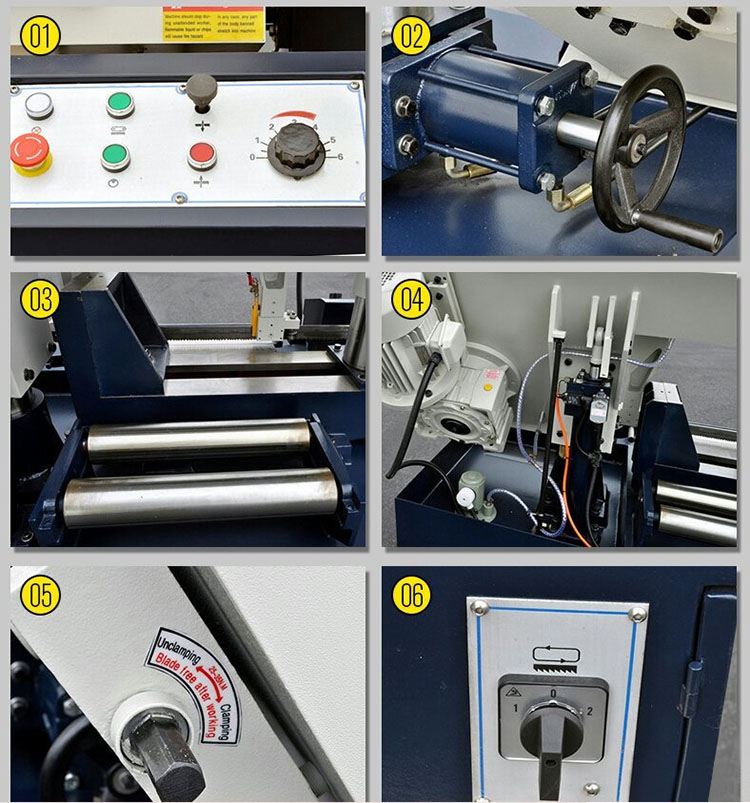
Izici

1. Ukulawula isivinini se-hydraulic, ukulawulwa kwesivinini esingenasinyathelo;
2. Isakhiwo sebhulokhi yomhlahlandlela singokwesayensi futhi sinengqondo, esinganweba impilo yesevisi ye-saw blade;
3. Isakhiwo sekholomu ephindwe kabili, ukusebenza okuzinzile;
4. Ukusaha okuzinzile nokunemba okuphezulu;
5. I-clamping yokusebenza isebenzisa i-hydraulic clamping, okulula ukuyisebenzisa.
6. Umshini wokuhlanganisa we-hydraulic clamping ungenziwa ngezifiso.
Imithetho yokusebenza kokuphepha yomshini wokusaha webhande lensimbi
1. Abasebenzi bokusebenza kanye nokugcinwa komshini wokusaha kufanele baqeqeshwe ngokomsebenzi ukuze bakwazi ukusebenza kahle nokugcinwa kwamakhono omshini wokusaha ibhande.Ama-opharetha kufanele aqinisekise ukulala okwanele futhi agcine ukugxilisa ingqondo.
2. Uma ushintsha isivinini, kufanele ume ngaphambi kokuvula ikhava yokuzivikela, uphendule isibambo ukuze ukhulule ibhande, ubeke i-V-belt emgodini wejubane elidingekayo, bese ucindezela ibhande bese uvala ikhava yokuzivikela.
3. Ukulungiswa kwebhulashi lentambo yokususwa kwe-chip kufanele kwenze ucingo luthinte izinyo le-band saw blade, kodwa kungabi ngale kwempande yezinyo.Qaphela ukuthi ibhulashi locingo lingakwazi yini ukususa amafayili ensimbi.
4. Lungisa ingalo yomhlahlandlela eduze nomzila we-dovetail ngokosayizi we-workpiece ezocutshungulwa.Ngemuva kokulungiswa, idivayisi yomhlahlandlela kufanele ivaliwe.
5. I-diameter enkulu ye-saw material Z akumele idlule imithetho, futhi i-workpiece kumele iboshwe ngokuqinile.
6. Ukuqina kwe-blade ye-band kufanele kube ngokufanele, isivinini kanye nokudla kufanele kube ngokufanele.
7. I-cast iron, ithusi, izingxenye ze-aluminium azidingi uketshezi lokusika, kanti ezinye zidinga ukubhala uketshezi.
8. I-saw blade iyaphuka ngesikhathi sokusika.Ngemuva kokuthatha indawo ye-saw blade, isiqeshana somsebenzi kufanele siguqulwe futhi sifakwe futhi.Umnsalo wesaha kufanele wehliswe kancane ngaphandle komthelela.
9. Phakathi nenqubo yokusika, opharetha wenqatshelwe ngokuphelele ukushiya okuthunyelwe, futhi ukusebenza ngamagilavu kuvinjelwe ngokuqinile.
10. Ekupheleni kweshifti ngayinye, kufanele unqamule ugesi, uvule ikhava yokuzivikela, ususe ama-chips alethwe esondweni lesaha, futhi wenze umsebenzi omuhle wokunakekela nsuku zonke nokuhlanza okuzungezile.
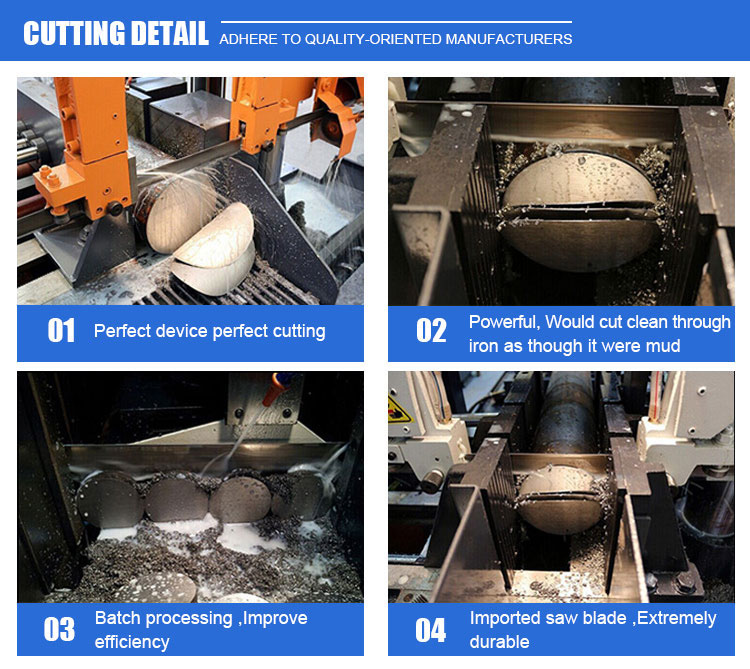
Ukusika imininingwane
Ikakhulukazi isetshenziselwa ukusaha izinto zensimbi ezihlukahlukene njengensimbi yesakhiwo se-carbon, insimbi ephansi ye-alloy, insimbi ephezulu ye-alloy, insimbi ekhethekile ye-alloy nensimbi engagqwali, insimbi engamelana ne-asidi, njll.
1. Idivayisi ephelele ukusika okuphelele
2. Unamandla, ubengasika insimbi njengokungathi udaka
3. Ukucubungula kweqoqo, thuthukisa ukusebenza kahle
4. I-saha blade engenisiwe, ihlala isikhathi eside kakhulu