


CK46P ukunemba okuphezulu okuzenzakalelayo kwe-turret cnc turning slant bed lathe machine enamathuluzi okuphila
Ukucaciswa
| Imininingwane | Amayunithi | CK46p |
| UMax.shwibeka phezu kombhede | mm | 450 |
| Ubukhulu.Swayipha phezu kwesilayidi esiphambene | mm | 160 |
| Ubukhulu.Ubude bokucubungula | mm | 450 |
| Ubude besilayidi esiphambanayo | mm | 780 |
| I-Lathe bed straucture |
| I-lathe eqondile engu-30° |
| Ibanga phakathi kwe-cross slide ne-spindle axis | mm | 80 |
| Ikhala lokuphotha |
| A2-5 |
| Spindle (C) ibanga lesivinini | R/min | 50-4500 |
| Spindle bore | mm | 56 mm |
| Umthamo webha | mm | 45 mm |
| I-Spindle (C Axis)motor | kw | 7.5 |
| Ikhanda eligayayo |
| (uhlangothi)4 (ikhala)4 |
| Amandla ekhanda lokugaya | kw | 2.3 |
| Isivinini sekhanda lokugaya | R/min | 5000 |
| Ibanga lekhanda ngalinye lokugaya | mm | 60 |
| Uhambo lwe-X eksisi | mm | 500 |
| Z ukuhamba eksisi | mm | 450 |
| Y ukuhamba kwe-eksisi | mm | 240 |
| Uhlobo lwe-Turret |
| 8 station turret kagesi, 4+4 milling ikhanda |
| X ukunqamula ngokushesha | Mm/min | 24000 |
| Z ukunqamula ngokushesha | Mm/min | 24000 |
| Y ukunqamula ngokushesha | Mm/min | 15000 |
| Ukunemba kokuma kwe-eksisi ye-X/Z | mm | 0.006 |
| Ukunemba kokubeka kabusha i-eksisi ye-X/Z | mm | 0.003 |
| I-spindle (i-eksisi C) ehlukanisa ukunemba kokuma | mm | 0.02''(70 arc-seon) |
| I-Spindle (i-eksisi C) ehlukanisa ukunemba kokubeka kabusha | mm | 0.006''(20 arc-seon) |
| Ubukhulu bomshini(LxWxH) | mm | 2500x1800x1800 |
| Isisindo sengqikithi | Kg | 3000 |
Isici
1. I-spindle yamukela noma yamukela ukuhlanganiswa kweyunithi yokuphotha enesivinini esikhulu ukuze kusetshenziswe imishini enesivinini esikhulu nokunemba okuphezulu.I-spindle inomsebenzi wokukhomba we-C-axis futhi ingashintsha phakathi kwemodi yendawo kanye nemodi yesivinini.Inokuqina okuhle kakhulu kanye ne-torque ephezulu ngesivinini esiphansi.
2. Izikulufu zebhola le-axis X kanye ne-Z zisebenzisa ukwakheka kwamantongomane okujikeleza kwangaphakathi okunwetshiwe ngaphambili, futhi amabhereli asekela isikulufu asebenzisa amabholo akhethekile amabhola ngesikulufu esine-engeli yokuxhumana engu-60°, engamelana nemithwalo ephakeme ye-axial futhi iqinisekise ukudluliswa kokuphakelayo. idivayisi Rigidity kanye nokunemba.
3. Isitimela se-Taiwan Linear nesikulufu sebhola ngokunemba okuphezulu nesivinini esikhulu.impilo yesevisi yinde, futhi izindleko zokushintshwa ziphansi.Isitimela somugqa singashintshwa kalula, futhi izindleko zangemuva kokuthengisa ziphansi.
4. I-hydraulic collet: indinganiso ene-hydraulic collet.Ongakukhetha kusebenzisa i-Taiwan 6" hydraulic chuck.
5. I-hydraulic turret: indinganiso enesiteshi esingu-8 I-Taiwan hydraulic turret.
6. Uhlelo lwesilawuli se-CNC: Okujwayelekile nge-gsk988;I-Fanuc, i-Siemens iyakhethwa.
7. I-eksisi ye-Y, i-Y AXIS, AMATHULUSI OKUPHILA, i-CK46D-8 indinganiso ene-eksisi ye-C, i-eksisi ye-Y namathuluzi okuphila angu-4+4, ingakwazi ukugaya ukubhoboza okuyisicefe.
8. Ukucushwa ongakukhetha: i-auto bar feeder, isibambi sezinto ezibonakalayo, isidluliseli se-chip, i-manipulator, i-hydraulic chuck, amathuluzi okuphila angu-4+4, i-turret ephilayo.


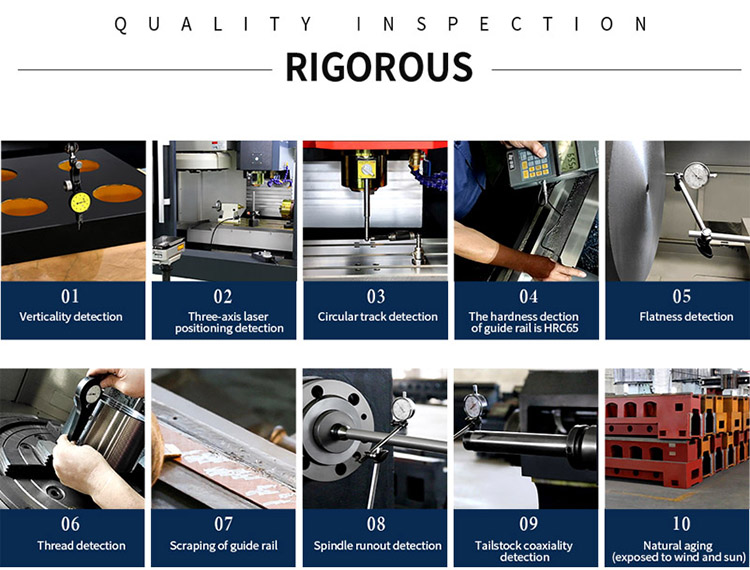
Okuqukethwe kokwamukelwa ngokunemba kwamathuluzi omshini we-CNC kufaka phakathi: ukunemba kwejometri, ukunemba kokuma, nokunemba kokusika.
(1) Ukwamukelwa kokunemba kwejometri kwamathuluzi omshini we-CNC.
Okuqukethwe okuyinhloko kokutholwa kokunemba kwejiyomethri kwamathuluzi omshini we-CNC kuhlanganisa: ukuqondisa, ukufana, kanye ne-perpendicularity yokunyakaza okuqondile;ukunyakaza kwe-axial kanye nokuphuma kwe-radial kokunyakaza okujikelezayo;ukunemba kwesikhundla se-spindle ne-worktable, njll.
(2) Ukwamukelwa kokunemba kokuma kwamathuluzi omshini we-CNC.
Ukwamukelwa kokunemba kokuma kwethuluzi lomshini we-CNC ukunemba kwendawo yokunyakaza okutholwe yi-eksisi yokuxhumanisa ngayinye yethuluzi lomshini elingaphansi kokulawulwa kwedivayisi ye-CNC.Okuqukethwe okuyinhloko kokutholwa kokunemba kokuma kwamathuluzi omshini we-CNC kufaka phakathi: ukunemba kokubeka nokuphinda ukunemba kokuma kokunyakaza okuqondile, ukunemba kokubeka kanye nokuphinda ukunemba kokuma kokunyakaza okujikelezayo, iphutha lokunyakaza okubuyela emuva komugqa (ukulahlekelwa umfutho), iphutha lokuhlehla elijikelezayo ( ukulahlekelwa umfutho) Nokunemba kokubuya ekhaya.
(3) Ukwamukelwa kokunemba kokusika ithuluzi lomshini we-CNC.
Ukunemba kokusika kwamathuluzi omshini we-CNC kubizwa nangokuthi ukunemba kokusebenza, okuwukunemba okuguquguqukayo kwamathuluzi omshini.Ukwamukelwa kokunemba kokusika kuwukuhlola okuphelele kokunemba kwejometri kanye nokunemba kokubeka ithuluzi lomshini ngaphansi kwezimo zokusika.
Inkonzo yethu

1. Ithimba lesevisi ye-technogoly professional.Sinethimba lesevisi ye-technogoly elichwepheshile, sinikezela ngedizayini yesixazululo ngasinye ngesicelo sakho.
2. Ukuqeqeshwa kwenkonzo yamahhala naphesheya kwezilwandle.Singakunikeza ukuqeqeshwa embonini yethu mahhala.Isevisi ye-Oversea nayo ILUNGILE.
3. Amahora angu-7*24 okuthengiswa ku-inthanethi.Sihlinzeka ngamahora angu-7*24 ngokuthengisa ku-inthanethi nangemva kwesevisi yokuthengisa mahhala.Futhi samukela amakhasimende ukuthi avakashele indawo yethu yokusebenzela kanye nemikhiqizo nganoma yisiphi isikhathi.
4. Izingxenye zokushintshwa mahhala.Sinikezela ngezingxenye ezishintshayo mahhala uma umshini ubonakala ungasebenzi phakathi nezinyanga eziyi-12.



